- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


Previdnostni ukrepi za delovanje ekstruderja v ekstruzijski liniji za polnostenske cevi
2022-02-12
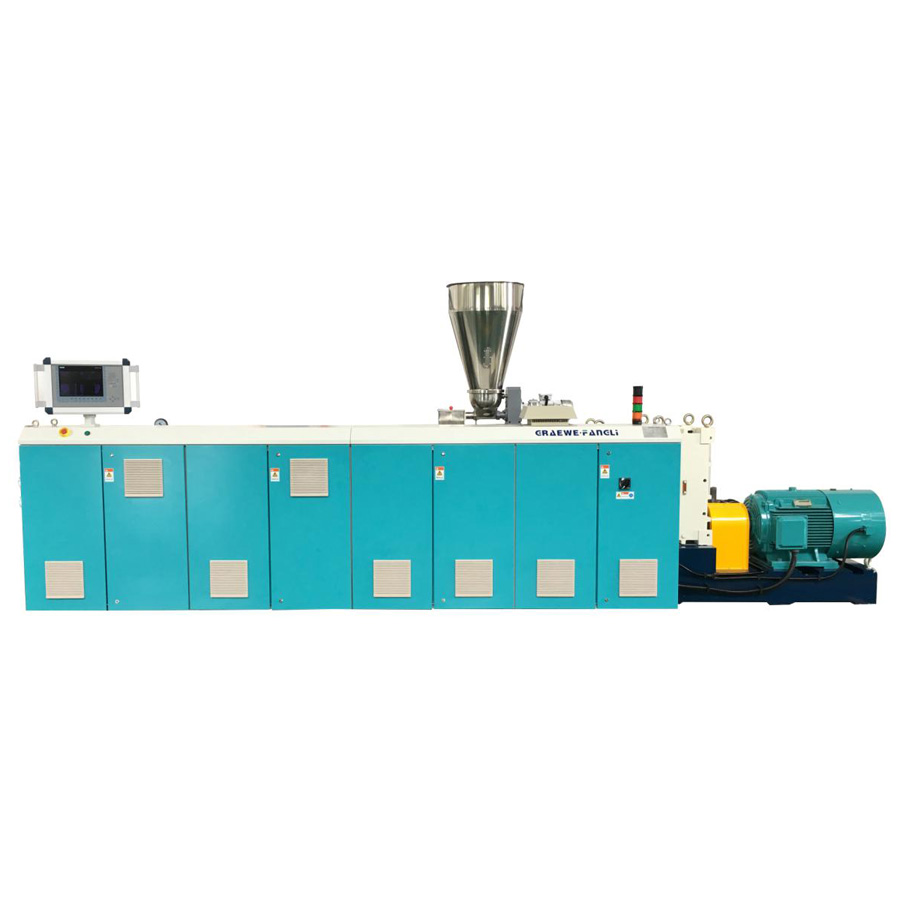
Sistem za nadzor opremeEkstruzijska linija za polno stenske cevije nato sestavljen iz ekstruderja, matrice, hladilnega sistema za oblikovanje, traktorja, rezalne opreme in stružnega okvirja. Načelo ekstrudiranja ekstruderja je uporaba vijaka z nagnjenim navojem za vrtenje v ogrevanem sodu in iztiskanje plastike, poslane iz lijaka naprej, tako da se plastika postopoma segreje, plastika pa je enakomerno plastificirana za ekstrudiranje plastiko skozi stroj. Oblikovanje glave in kalupa. Ekstruder mora biti med dejanskim delovanjem pozoren na naslednje točke:
1. Pred zagonom stroja preverite, ali je grelni obroč v dobrem stanju, ali je termoelement dobro vstavljen in ali je meritev temperature točna.
2. Pri zagonu počakajte, da temperatura ogrevanja doseže nastavljeno temperaturo procesa in jo držite nekaj časa, preden zaženete. Da preprečite poškodbe delov, kot so motorji in vijaki.
3. Ko se glavni motor zažene, mora delovati pri nizki hitrosti nekaj minut, da se zadnjič izprazni staljeni material, ki ostane v sodu, hitrost pa se lahko poveča šele po tlaku taline in toku glavnega motorja. so stabilni, da se izognete poškodbam osebja zaradi razpršenega materiala.
4. Med delovanjem opreme je treba pravočasno opazovati parametre, kot so temperatura, tok in tlak taline. In opazujte ogrevanje motorja in reduktorja. Če pride do nenormalnosti, pravočasno ugotovite vzrok in ga odpravite.
1. Pred zagonom stroja preverite, ali je grelni obroč v dobrem stanju, ali je termoelement dobro vstavljen in ali je meritev temperature točna.
2. Pri zagonu počakajte, da temperatura ogrevanja doseže nastavljeno temperaturo procesa in jo držite nekaj časa, preden zaženete. Da preprečite poškodbe delov, kot so motorji in vijaki.
3. Ko se glavni motor zažene, mora delovati pri nizki hitrosti nekaj minut, da se zadnjič izprazni staljeni material, ki ostane v sodu, hitrost pa se lahko poveča šele po tlaku taline in toku glavnega motorja. so stabilni, da se izognete poškodbam osebja zaradi razpršenega materiala.
4. Med delovanjem opreme je treba pravočasno opazovati parametre, kot so temperatura, tok in tlak taline. In opazujte ogrevanje motorja in reduktorja. Če pride do nenormalnosti, pravočasno ugotovite vzrok in ga odpravite.
Prejšnja:Premoč PP tkanine iz taline